
(1) The competition proposition is released by
AECC (Aero Engine Corporation of China) Additive Manufacturing Technological Innovation Center
(2) Introduction
The proposition of the Aeronautics and Astronautics Competition Unit of the “2019 Global Additive Manufacturing Application Innovation Competition” was jointly released by AECC Additive Manufacturing Technological Innovation Center. This competition is aimed at discovering innovative applications of 3D printing in aeronautics and astronautics. We hope to enhance the performance and quality of aircraft components by comprehensively integrating design, materials and techniques amongst other aspects based on additive manufacturing. We also hope to enhance the role of quality management systems during the process.
As the crown jewel of the industrial world, aerospace manufacturing integrates all the high-tech technologies of the country, and it guarantees the implementation of national strategic plans whilst demonstrating the country’s political strengths. As a new manufacturing technology, metal 3D technology has outstanding advantages in application in aeronautics and astronautics and can boost benefits of relevant services, mainly for the following aspects: 1. it can shorten the R&D period of new aerospace equipment—metal 3D printing technology has greatly shortened the manufacturing time of high-performance metal parts, especially that of large structural parts with high performance. There is no need to develop molds for manufacturing parts, which will greatly reduce the R&D time period of product development; 2. it can reduce the cost of manufacturing. This technology is not influenced by the complexity of the workpiece. Parts can be produced without molds and tool holders, hence shorter a manufacturing time period. 3. it can optimize the structure of components, reduce weight, reduce stress concentration , and increase the service life— 3D technology can optimize the structure of complex parts, and redesign the complex structure into a simple structure under the premise of ensuring performance, thus reducing weight. Moreover, 3D technology can optimize the structure of the parts, which will result in the most appropriate distribution of stress reduction, thus reducing the risk of fatigue cracking and increasing the service life. This technology can also produce suitable complex internal flowpath structures to realize temperature control, and thus optimize the design and material usage. Or it uses composite materials to mould different parts without limitations and meet the requirements for usage. 4. 3D printing can be combined with casting, forging, and welding amongst other traditional manufacturing technologies. With these technologies complementing each other, we can produce quality parts, manufacture composite materials and gradient functional materials. As the primary fields for application of 3D printing technology, obviously aeronautics and astronautics have technical advantages, yet this does not mean that metal 3D printing is omnipotent. There are still many problems to be solved in applying this technology in the production process.
(3) Objectives and significance of the competition
The competition targets at improving the performance of aerospace components and ensuring the stability of the performance of the components. We will conduct comprehensive evaluation on contestants’ understanding of additive manufacturing, structural optimization design, and process quality control amongst other aspects. And we would select excellent design plans using dimensional accuracy, surface roughness and relative density ratio as evaluation indicators.
The "Aerospace" group competition unit of the "2019 Global Additive Manufacturing Application Innovation Competition" will promote the integration of informationization, digitization and personalization amongst other advantages of 3D printing/additive manufacturing technology in aeronautics and astronautics. We hope to improve the 3D printing technology and the comprehensive capabilities in order to meet users’ needs. On top of that, we want to produce actual products and continuously promote innovations and breakthroughs of the aeronautics and astronautics industries.
(4) Competition dates
Registration for the competition starts on: June 10th, 2019
Deadline for submitting entries: September 15th, 2019
(5) Qualified contestants
Teachers and students of colleges and universities from home and abroad, scientific research institutions, 3D printing related companies, etc.
We encourage and hope participating teams are formed by members of different professions. The organizing committee can also assist participating teams/persons to find members of appropriate professions or provide 3D printing relevant technical support (if needed).
(6) Competition rules: Aeronautics and Astronautics Competition unit of the “2019 Global Additive Manufacturing Application Innovation Competition”— Selective Laser Melting (SLM)
1.Component type: loop-forming element, materials: GH4169 (Inconel 718), Production technique: selective laser melting. There are no requirements for equipment models.
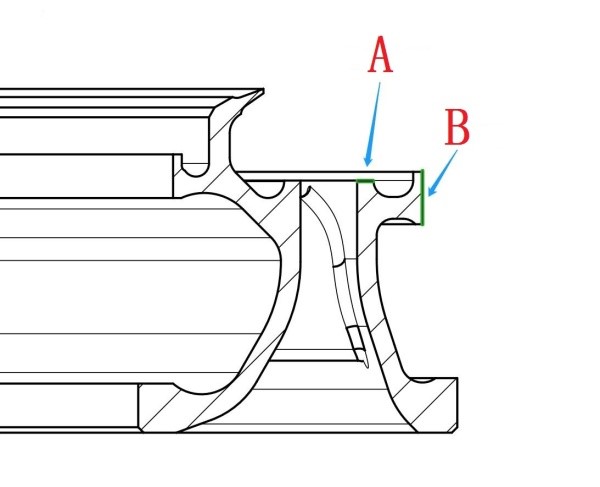
2.The loop-forming element is printed using the selective laser melting technique. The dimensions of the component are shown in the following figure and please refer to the digital analog measurements for detailed dimensions.

3.Delivery requirements
4.Surface roughness
Weight coefficient: 0.2
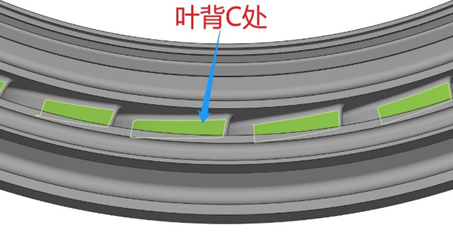
The following three scores labelled A, B, and C account for 10%, 30%, and 60% respectively, and the sum of the three scores is the comprehensive score of the surface roughness.
|
Ra of Surface A |
>6.3 |
3.2-6.3(Included) |
1.6-3.2(Included) |
≤1.6 |
|
Score |
40 |
60 |
80 |
100 |
|
Ra of Surface B |
>12.5 |
7.2-12.5(Included) |
6.3-7.2(Included) |
≤6.3 |
|
Score |
40 |
60 |
80 |
100 |
|
Ra of blade back C |
>15 |
12.5-15(Included) |
10-12.5(Included) |
≤10 |
|
Score |
40 |
60 |
80 |
100 |
5.Dimensional accuracy
Weight coefficient: 0.2
We will use the vernier caliper to measure the outer diameter of the cylindrical surface B of the loop-forming element. We would locate four spots on the entire circumference to measure it three times each in order to obtain the average values. Then we would compare each value with the standard value, and the value with the largest difference from the standard value will be used for calculating the final score.
|
Dimensional tolerance (mm) |
>±0.6 |
±0.6(Included) |
±0.4(Included) |
±0.2(Included) |
|
Score |
40 |
60 |
80 |
100 |
6.Relative density ratio
Weight coefficient: 0.3
We will use the industrial CT method to analyze relative density ratios and defects of samples. The scoring criteria are as follows:
|
Relative density ratio |
<99.965% |
99.980%(Included)-99.965% |
99.995%(Included)-99.980% |
≥99.995% |
|
Score |
40 |
60 |
80 |
100 |
For each test sample, 1 point will be deducted for each blow hole with a diameter of ≥60μm, and 3 points will be deducted for a linear defect or surface defect of over 150μm until all points are deducted for this aspect.
7.Volatility of mechanical properties
Weight coefficient: 0.3
We will use six sets of mechanical property data to calculate the coefficient of variation (denoted as C.V.). And we will calculate the C.V. values of the tensile strength, yield strength, percent elongation and contraction percentage. The calculation formula is as follows:
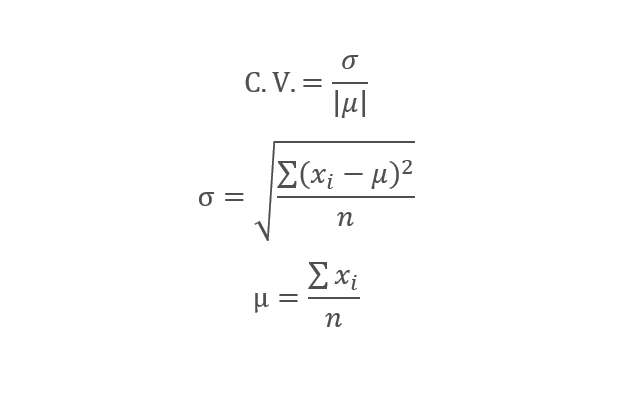
The following four scores of σb、σp0.2、δ5 and ψ account for 40%, 40%, 10%, and 10% respectively, and the sum of the four scores will be the comprehensive score of the mechanical property volatility. The scoring criteria of C.V. values are as follows:
|
σb/C.V. |
>3% |
1.8%-3%(Included) |
0.8%-1.8%(Included) |
≤0.8% |
|
Score |
40 |
60 |
80 |
100 |
|
σp0.2/C.V. |
>4% |
2%-4%(Included) |
1%-2%(Included) |
≤1% |
|
Score |
40 |
60 |
80 |
100 |
|
δ5/C.V. |
>20% |
10%-20%(Included) |
6%-10%(Included) |
≤6% |
|
Score |
40 |
60 |
80 |
100 |
|
ψ/C.V. |
>20% |
15%-20%(Included) |
10%-15%(Included) |
≤10% |
|
Score |
40 |
60 |
80 |
100 |
8. final score is the sum of the above scores multiplied by the weighting factors for each of the items.
(7) Competition evaluation process
The competition evaluation process includes preliminary evaluation and final evaluation (demonstration and presentation): 1. The contestants will submit 3D printed sample objects for the first round of evaluation (preliminary evaluation). The results of the first round of selection are directly subject to assessment of the sample projects. 2. In the final evaluation, contestants need to give demonstrations and a presentation of their entries. Based on the criteria of the final evaluation, judges will select optimal plans based on the contestants’ performance and test reports.
(8) Competition rewards process
Aeronautics and Astronautics Competition unit of the “2019 Global Additive Manufacturing Application Innovation Competition” bestows 1st, 2nd, and 3rd prizes:
One 1st prize: 30,000 yuan (before tax)
Two 2nd prize: 20,000 yuan (before tax)
Three 3rd prize: 10,000 yuan (before tax)
10 Awards of Excellence: Certificates
Additional:
The competition composition releasing party will recommend excellent institutions as potential additive manufacturing cooperation parties of AECC.
According to the comprehensive ranking in the final evaluation, the 3D Printing Digital Innovation Center of Fengtai Park, a subdivision of Zhongguancun Science and Technology Park, will provide some prize-winning projects with favorable incubation policies such as rent reduction or rent relief.
(9) Ways to apply for the competition
1. Please visit the official website: http://2019.weichuang3d.com/gamia2019, click “Register” to begin the online registration process and submit the required materials;
2.You can also directly contact our consultants and send the registration information and materials of the entries by email to the designated contact person of the organizing committee.
Contact person:
Genie Lin: (E) songyigenie@outlook.com; (M) +86 18310791019
Fiona Tao: (E) 1051144702@qq.com; (M) +86 13611145649